効果事例
CASE STUDY
各種加工におけるYコート効果事例
Yコート処理による各種加工の効果事例の一部を下記にご紹介します。
コーティング技術の知識と過去の実績から、お客様のご用件に合わせて、最適な表面処理をご提案致します。
詳細につきましては、お気軽にお問い合わせ下さい。
-
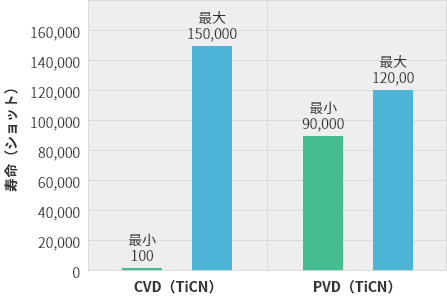
冷間鍛造加工における効果事例1
- テーマ
穴成形パンチの寿命安定
- 型名称
- 穴形成パンチ
- 型材
- 超硬V30相当
- ワーク材質
- SCM
- サイズ
- Φ20×25mm
- 表面処理
- CVD-TiCN
- 問題点
- CVD-TiCN処理の場合はパンチの折損により寿命のバラつき(100~150,000ショット)が大きかった。
- 対策
- 皮膜の残留応力が圧縮応力で常に一定であるイオンプレーティング法のYコート タイプCN (TiCN) に変更。
- 効果
圧縮応力の安定効果
- 寿命が安定化し、トータルで経費低減となった。
-
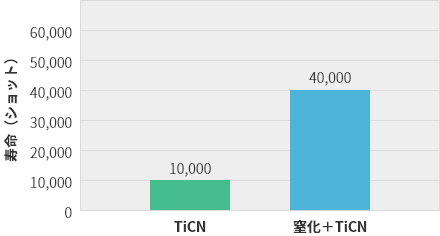
冷間鍛造加工における効果事例2
- テーマ
歯型パンチの寿命向上
- 型名称
- 歯型パンチ
- 型材
- SKH51
- 表面処理
- TiCN
- 問題点
- 摩耗により、10,000ショットでNG。
- 対策
- 窒化処理の追加 Yコート タイプKCN (窒化+TiCN) によって摩耗対策。
- 効果
複合処理による耐摩耗性の向上
- 4倍の40,000ショットまで寿命延長。
-
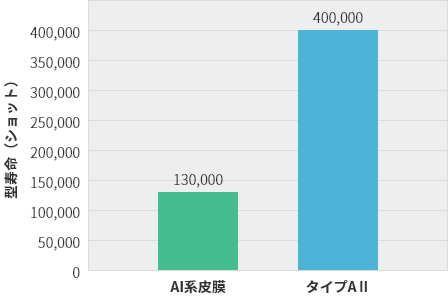
冷間鍛造加工における効果事例3
- テーマ
自動車部品穴抜きパンチの寿命改善
- 型名称
- 穴形成パンチ
- 型材
- HAP72
- ワーク材質
- SWCH10R
- 成形方法
- フォーマー
- 表面処理
- Al系皮膜
- 問題点
- 13万ショットでランド部のカジリ摩耗により寿命となっており、型交換頻度が高い。
- 対策
- 加工時の摺動発熱による劣化を抑え、面平滑性が高く耐摩耗性に優れる Yコート タイプAⅡ をコーティング。
- 効果
耐熱性・耐摩耗性向上
→型寿命工場(型交換頻度低減)- 耐熱性・耐摩耗性が向上し摩耗が抑えられ型寿命が大幅に向上。
-
プレス型における効果事例1
- テーマ
ボディーピラーの切断工程における寿命向上
- 型名称
- 切り刃
- 型材
- SKD11
- ワーク材質
- めっき鋼板
- 板厚
- 1.4mm
- 表面処理
- TiC(CVD)
- 問題点
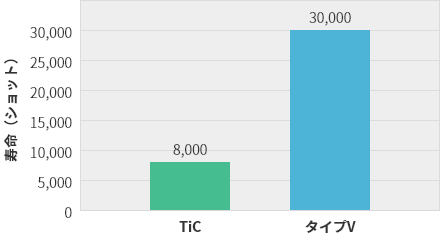
- TiC(CVD)処理では8,000ショットでクラックが入り、寿命。
- 肉盛り溶接後の再処理が不可能。
- 対策
- 欠けた部分の肉盛り修正を実施。
- TiCと同等の膜硬度(Hv3,300)の Yコート タイプV をコーティング。
- 効果
皮膜の靭性向上による欠けの抑制制御
溶接上へのコーディングが可能- 従来の3倍以上の30,000ショットまで寿命延長。
- 溶接による型修正後も、リユースが可能。
-
プレス型における効果事例2
- テーマ
SUS加工における寿命向上
- 型名称
- 穴形成パンチ
- 型材
- SKD11
- ワーク材質
- SUS40
- 板厚
- 1.5mm
- 表面処理
- TD処理
- 問題点
- TD処理ではSUSカスによる溶着、かじり等が発生し、1ヶ月程度でメンテナンス(磨き)が必要。
- 対策
- SUSの溶着対策としてCrNを選択。
- かじり対策として窒化処理との複合処理( Yコート タイプKR )
- 効果
CrNによる耐溶着性、複合処理による耐かじり性
- TD処理では約1ヶ月でメンテナンスが必要だったが、窒化処理+CrNは半年間ノーメンテナンスで使用可能。
- かじりの発生もなし。
-
プレス型における効果事例3
- テーマ
プレス型の型寿命改善
- 加工工程
- 絞り工程
- 被加工材
- 440
- 金型鋼材
- SKD11
- 成形設備
- 1,000t
- 加工速度
- 18spm
- 表面処理
- TD処理
- 寿命
- 39,000~150,000ショット
- 問題点
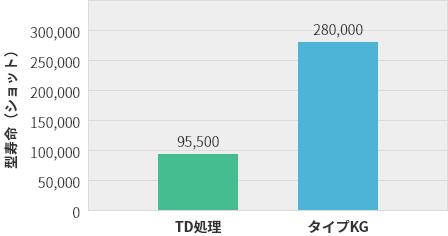
- TD処理による寸法変化により型寿命にバラつきが発生。
- 対策
- 寸法変化が少なく硬度・平滑度に優れる Yコート タイプKG をコーティング。
- 効果
寸法変化大幅減→型寿命向上・安定生産実現
- 寸法変化問題が解消し安定生産ができるようなり型寿命も大幅向上。
-
プレス型における効果事例4
- テーマ
ミッション部品の絞り工程における寿命向上
- 型名称
- 絞りダイス
- 型材
- SKD11
- ワーク材質
- SPH440
- 潤滑
- 加工油
- 表面処理
- Al系皮膜
- 問題点
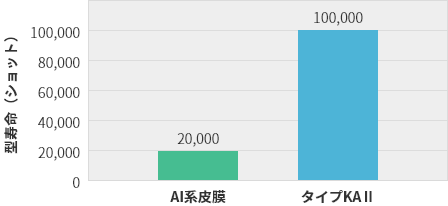
- 20,000ショットで製品に転写する程度のカジリ摩耗が発生してしまい、キズが深いためにリユースもできなかった。
- 対策
- 面平滑性及び耐焼き付き性に優れる Yコート タイプKAⅡ をコーティング。
- 効果
皮膜の面平滑性苦情による耐焼き付き性改善
→型寿命向上・型費低減(リユース)- 従来の5倍以上の100,000ショットまで寿命延長。
- カジリ摩耗も微細で浅いため、リユースが可能。
-
樹脂成形加工における効果事例1
- テーマ
射出成形における品質向上
- 対象品
- スクリュー3点セット(スクリューヘッド・逆止リング・シールリング)
- 加工材料
- LDPE
- 表面処理
- 未処理、TiN処理
- 問題点
- スクリュー3点セットに炭化物が付着し製品面の黒点不良を発生させるため、ロットアウトが月に3~4回発生。
- 対策
- 離型性が良く付着防止効果がある Yコート タイプBL をコーティング。
- 効果
離型性向上→品質安定性向上
- スクリュー3点セットに付着する炭化物が激減し、月のロットアウトがゼロとなり品質の安定性が大きく向上。

-
樹脂成形加工における効果事例2
- テーマ
樹脂成形金型腐食改善
- 部品名
- 機能品部品
- 工法
- 射出成形
- 樹脂材料
- PA6T(ナイロン)、エンジニアリングプラスチック
- 金型材質
- SKH51(HRC64)
- 表面処理
- 未処理
- 金型部位
- 可動側入子ピン/スライド部位
- 問題点
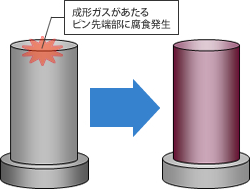
- 腐食性ガスの影響により約1ヶ月で金型が腐食損傷。定期的な洗浄と損傷部のラップメンテナンスが必要。
- 対策
- 耐食性に優れる Yコート タイプBL をコーティング。
- 効果
耐食性向上→金型腐食損傷無し
- 1ヶ月超経過するも金型の腐食損傷が無く継続使用可能
-
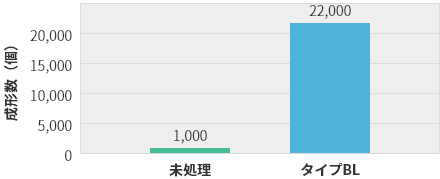
樹脂成形加工における効果事例3
- テーマ
樹脂成形不良改善
- 部品名
- コイル部品
- 成形温度
- 320℃
- 樹脂材料
- PPS(ポリフェニレンサルファイド)+GF 30%スーパーエンジニアリングプラスチック
- 工法
- 射出成形
- 金型材質
- HPM38(HRC52)
- 金型部位
- 固定・可動側入子/スライド部位
- 表面処理
- 未処理
- 問題点
- 1,000ショット時点でエジェクターピンの突き出し痕が製品に転写されるため、定期メンテナンスが必要。
- 対策
- 離型性に優れる Yコート タイプBL をコーティング。
- 効果
離型性向上→成形数増加(メンテナンス頻度低減)
- 22,000ショット成形まで離型性良好で突き出し痕による製品不良ゼロ
-
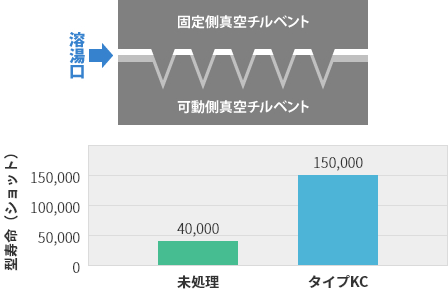
アルミダイカストにおける効果事例
- テーマ
アルミダイカストの型寿命改善
- 名称
- 固定・可動側チルベント
- 加工内容
- アルミダイカスト(真空)
- ワーク材料
- ADC12
- 金型材質
- SKD61
- 表面処理
- 窒化処理
- 問題点
- 溶湯アルミが固定側・可動側ともに凝着を起こし真空度が出なくなるため定期的に磨きを行う。そのため摩耗により3~5万ショットで交換。
- 対策
- 耐凝着性・耐摩耗性に優れる Yコート タイプKC をコーティング。
- 効果
耐凝着性・耐摩耗性向上
→型寿命向上(メンテナンスフリー)- 耐凝着性・耐摩耗性が向上しメンテナンス無しで15万ショット可能
-
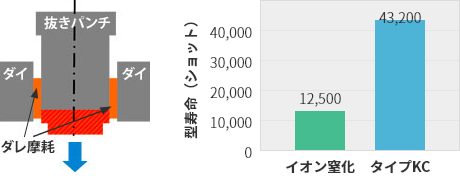
熱間鍛造加工における効果事例
- テーマ
熱間鍛造加工の製品品質改善
- 金型名称
- ベアリング部品 抜きパンチ
- 加工内容
- 抜き(分離)工程
- ワーク材料
- SUJ2
- 金型材質
- SKD61
- 表面処理
- イオン窒化
- 寿命
- 10,000~15,000ショット
- 問題点
- 刃先の熱ダレによるダレ摩耗、パンチ側面部に製品凝着があり製品不良。
- 対策
- 耐凝着性・耐摩耗性に優れる Yコート タイプKC をコーティング。
- 効果
耐凝着性・耐摩耗性向上
→品質安定・型寿命向上- 耐凝着性・耐摩耗性が向上し製品抜き面の品質安定と型寿命が43,000ショットに向上。