樹脂めっき加工について
ABOUT RESIN PLATING PROCESS
樹脂めっき加工とは

ユケン工業の樹脂めっき加工
樹脂めっき加工は、あらゆる産業の製品への展開が可能です。
私たちユケン工業の半世紀に渡る製品加工実績が、それを証明しています。
自動車部品、水栓関連部品、住宅設備、ゲーム機、電子部品等々、さまざまな業種・業界のユーザー要望を満たす製品を一貫体制で生産します。
ここが違う!ユケン工業の樹脂めっき加工
-
耐食性向上
国内カーメーカーの内外装部品を納入、厳しいスペックを全てクリアーしています。
-
品質管理体制
薬品メーカーの加工部門である当グループは、最先端の分析器、試験機を保有し、万が一の不具合に対しても、お客様の満足のいく対応を保証いたします。
-
クロム付き回り向上
他の樹脂めっきメーカーに対し、10~25%もクロムの付回りを向上できます。
加工可能スペック
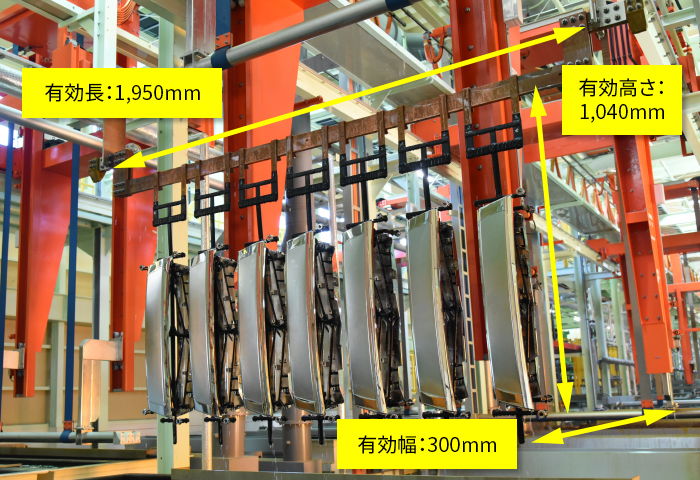
めっき加工有効面
- 樹脂材料
- ABS樹脂、ポリカABS樹脂
- 加工種類
- 銅 → ニッケル → クロム
- 樹脂材料
-
- 銅
- 5~40μm
- ニッケル
- 5~40μm
- クロム
- 0.01~0.8μm
樹脂にめっきがつく理由
樹脂めっきプロセス① 前処理工程
電気の流れないプラスチック表面に、導電性を付与する工程。
酸洗
-
エッチング
素地を荒らす

-
回収
水洗 -
キャタリスト
触媒付与

-
水洗
-
アクセレーター
表面調整

-
水洗
-
無電解ニッケル
伝導性付与

-
エッチング
親水性を付与します。ブタジエンゴムを溶かし、樹脂表面に微孔を作ります。
樹脂と金属を投錨効果で物理的に密着させます。 -
キャタリスト
プラスチック表面に、Pd(パラジウム)触媒を吸着させます。
-
無電解ニッケル
Pd触媒を核に化学反応でプラスチック表面にニッケル金属を析出させます。
樹脂めっきプロセス② 電気めっき工程
プラスチック表面に装飾性金属膜を形成。
-
ニッケル
ストライク無電解Niの
焼け防止
2~4μm -
銅めっき
レベリング向上
10~20μm -
酸洗
-
半光沢
Niめっき耐食性向上
7~10μm -
光沢
Niめっき金属光沢付与
3~5μm3種ニッケルめっき
-
ジュール
Niめっき腐食浸透防止
3~5μm -
酸洗
-
クロムめっき
金属光沢付与
0.15μm
-
銅めっき
平滑化作用が強く、素材の微凸凹を平滑にします。展性が良好で、樹脂と金属の熱膨張応力を緩和します。
-
3種ニッケルめっき
3種類のニッケルめっきを積層することで、腐食の進行を遅らせます。
-
クロムめっき
耐食性に優れ、皮膜硬度が高く、耐擦傷性に優れています。青みを帯びた美しい色調を有します。
樹脂めっきに対する素材の留意点
製品形状の留意点

角部(鋭角)は0.2R以上の丸みをつける。
樹脂と比較すると硬くなります。しかし、それだけもろくなります。そのため、設計上の工夫が必要となります。
- 凸コーナーは、電流が集中し、外観不良(焦げ)を生じる。
- 凹コーナーは、めっきがつきにくい。
- 熱緩衝時応力集中により、亀裂が入りやすい。